
Fire Protection Systems for the Food Industry
Fire Protection Systems for the Food Industry
Modern food industry projects combine multiple operational environments within a single production chain, and each area requires a different fire protection strategy based on its operating conditions, temperature, equipment, and fire risks.

Food Processing Workshops

Cold Storage Warehouses

Commercial / Central Kitchens

Packaging Areas

Frying Production Lines

Food Warehousing
Backed by decades of industrial project experience in China’s rapidly developing manufacturing sector, Omnifir has participated in various food industry fire protection projects covering production workshops, cold chain storage, kitchen facilities, packaging areas, and industrial warehousing environments.
The food processing industry typically includes multiple operational zones with very different fire safety requirements.
|
| Fire Protection Focus | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Food Processing Workshops | Electrical overload, machinery overheating, combustible dust | Wet sprinkler systems, smoke detection, electrical fire protection | ||||||||
|
| Early smoke detection, dry pipe systems, anti-freezing protection | ||||||||
|
| Automatic kitchen suppression systems | ||||||||
|
| Automatic alarm and sprinkler protection | ||||||||
|
| Localized suppression and heat detection | ||||||||
|
| Fire compartmentation and sprinkler coverage |
Fire Protection Solutions
Data center fire protection systems consist of three core subsystems: detection, suppression, and system integration, ensuring full-process protection from early warning to rapid response.
1. Automatic Fire Alarm System
Food industry facilities require different fire detection technologies depending on environmental conditions.
Besides standard smoke and heat detectors used in conventional production areas, cold storage facilities often require aspirating smoke detection systems. These systems continuously sample air particles and maintain reliable sensitivity even under low-temperature conditions where conventional detectors may become less effective.

2. Fire Suppression Systems
Conventional sprinkler systems are widely used in food workshops and kitchen environments. However, refrigerated storage projects require additional anti-freezing protection and low-temperature engineering design.
Key considerations include:
- Pipe insulation protection
- Anti-freezing system design
- Prevention of frozen pipelines
- Protection against sprinkler head blockage or damage
These measures help ensure reliable system operation under cold storage conditions.
3. Fire Compartmentation Design
Fire compartmentation plays an important role in food facility fire safety.
Based on project experience within the food industry, Omnifir designs fire separation layouts according to operational zones and production risks. Through fire-rated walls and compartment barriers, fire and smoke can be physically contained within designated areas to reduce large-scale fire spread across the facility.

Project Case -- Qingdao Food Processing Cold Storage Project

Project Overview
This food processing and cold chain storage project in Qingdao, China consists of five floors above and below ground level, with a total construction area exceeding 18,000m² and a Class II fire resistance rating.
The project included:
- Fire water supply systems
- Sprinkler systems
- Pump room systems
- Automatic fire alarm systems
One of the major engineering challenges involved the frozen storage rooms located on Levels 1 and 2, operating at temperatures as low as -38°C. The combination of extremely low temperatures and high moisture conditions created significant reliability challenges for conventional fire detection systems.
Solution
To address this issue, Omnifir designed and implemented an aspirating smoke detection system based on advanced optical and electronic sensing technology. The system continuously analyzes airborne particles in real time and can accurately distinguish fire smoke particles from dust and water vapor with similar particle sizes.
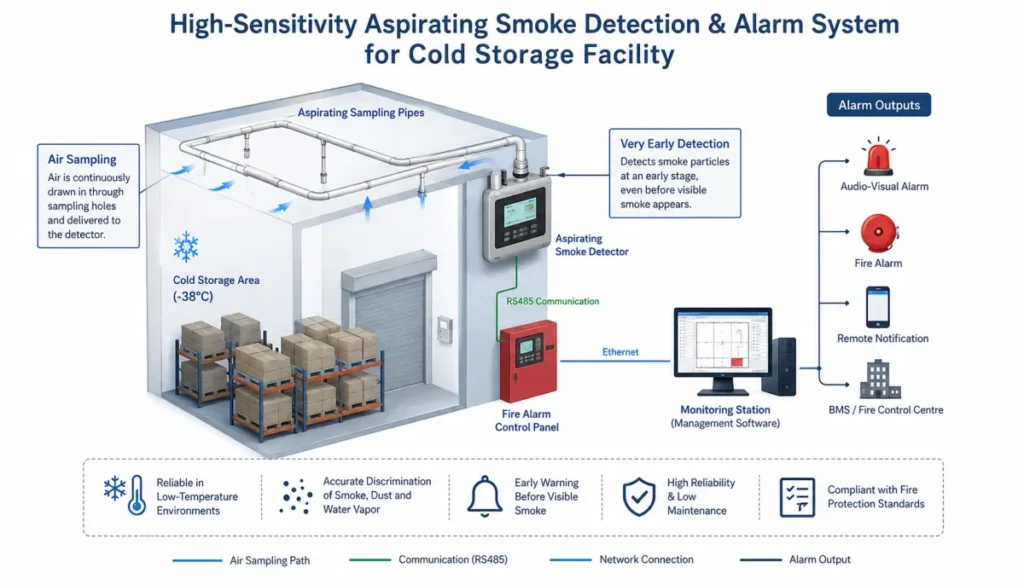
The Aspirating Smoke Detection System


Key Highlights
This solution enables very early fire warning before visible smoke accumulation occurs, while overcoming the reliability limitations of traditional smoke detectors in low-temperature environments. The system provided high sensitivity, strong operational reliability, and reduced maintenance requirements while fully complying with applicable fire safety standards and the client’s specialized operational requirements.
Project Value
By implementing an aspirating smoke detection system, the project achieved highly sensitive early fire warning while overcoming the reliability limitations of conventional detectors in refrigerated storage conditions.
Frequently Asked Questions
Common questions about fire protection for food processing, cold storage, and commercial kitchens
What fire protection systems are required for a food processing facility?
How does cold storage fire protection differ from standard warehouse protection?
What is the best fire suppression method for commercial kitchens?
Warning: Water-based sprinklers are NOT appropriate for kitchen grease fires — water spreads burning oil and intensifies the fire.
Why is fire compartmentation important in food factories?
What international standards apply to food industry fire protection?
• NFPA 13 — sprinkler system design and installation
• NFPA 17A — wet chemical kitchen suppression systems
• NFPA 61 / NFPA 654 — dust explosion prevention in food processing
• NFPA 72 — fire alarm and detection systems
• NFPA 96 — commercial cooking ventilation and fire protection
• NFPA 101 — life safety and evacuation
In China, GB 50016 (Code for Fire Protection Design of Buildings) covers facility-level requirements, GB 50084 applies to automatic sprinkler systems, and GB 51309 covers emergency lighting. Cold storage facilities must consider additional requirements for insulation material fire ratings (FM Global 8-29) and low-temperature detection system reliability.
How often should fire protection systems in a food factory be inspected?
• Commercial kitchen suppression: monthly visual checks + semi-annual professional service
• Sprinkler systems: annual flow tests + internal pipe inspection every 5 years (NFPA 25)
• Cold storage detection: quarterly checks due to harsh sub-zero operating conditions
• Fire alarm panels and detectors: annual sensitivity calibration and functional testing
Omnifir provides maintenance programs covering all system types: alarm panel testing, detector sensitivity calibration, sprinkler valve function tests, suppression system agent condition checks, and emergency lighting battery inspections.